







在SMT电子制造过程中,氮气一直是一个容易被误解的成本项目。与锡膏等直接材料不同,氮气并不会直接体现在产品结构中;与贴片机等设备不同,它也不会直接决定产线产能。然而,每月的气体费用却是企业真实存在的一项运营成本,并且随着工业气体价格的持续上涨,这项支出往往呈现逐年增长趋势。

因此,许多电子制造企业都会面临一个实际问题:在回流焊工艺中,高纯氮气究竟是必要的工艺条件,还是可以减少甚至省略的成本支出?
事实上,有些SMT产线在没有氮气环境的情况下仍然能够完成生产,而另一些产品却必须在低氧环境下进行焊接。真正需要探讨的问题,并不是氮气“是否有用”,而是在当前产品结构与质量要求下,引入氮气保护是为了提升生产稳定性,还是增加不必要的成本负担。
随着越来越多企业从传统的“气体采购模式”转向“工艺系统设计思维”,现场制氮系统开始成为一种新的解决方案,其中尤以模块式PSA氮气发生器在SMT行业中的应用日益广泛。
一、氮气纯度与氧含量:先统一技术概念
在讨论氮气需求之前,需要先明确一个常见概念。行业中常提到的“氮气纯度”,本质上是对氧含量的另一种表达方式。氮气纯度越高,对应的氧含量越低。
| 氮气纯度 | 氧含量 | 典型应用 |
|---|---|---|
| 99.9% | ≤1000 ppm | 普通消费电子 |
| 99.99% | ≤100 ppm | 汽车电子、通信设备 |
| 99.999% | ≤10 ppm | 航空航天、医疗电子 |
然而,在实际生产中还存在一个容易被忽视的问题:气源纯度并不等同于炉膛内的实际氧含量。
管道长度、设备密封性以及排气效率等因素,都会影响炉膛内的气氛环境。在一些实际案例中,企业采购的氮气纯度达到99.99%,但炉膛内实测氧含量仍然维持在200–300ppm之间。
这种情况往往并不是氮气纯度不足,而是由于气体在输送与使用过程中发生了二次混入。现场制氮系统的优势在于氮气可以实现“即产即用”,气体输送距离极短,从而有效降低氧气混入的风险。
二、哪些产品必须使用高纯氮气?
并非所有SMT产品都必须在氮气环境下焊接。根据HOLANG在电子制造行业的项目经验,以下几类产品通常对低氧环境有明确需求。
1. 底部电极器件(QFN / LGA)
此类器件的焊点位于器件底部,如果焊接过程中氧含量过高,助焊剂活性容易提前消耗,从而影响焊料润湿效果,并可能导致空洞率增加。
2. 细间距与混装工艺
当元器件间距小于0.4mm时,焊接工艺窗口明显收窄。在氮气环境中,焊料表面的氧化程度降低,润湿性能更稳定,有助于提高生产良率和工艺稳定性。
3. 高可靠性电子产品
例如汽车电子、医疗设备以及航空航天电子等。这类产品不仅需要稳定的焊接质量,还必须通过严格的质量审核。在许多应用场景中,低氧焊接环境已经成为标准工艺条件。
三、什么时候可以不使用氮气?
对于部分消费类电子产品,如小家电、LED照明以及玩具电子产品等,不使用氮气通常不会导致无法生产。
然而,两者之间最大的区别在于工艺容错率。
当原材料批次出现波动或回流焊温度曲线存在轻微偏差时:
-
具备氮气保护的产线通常仍能维持稳定良率
-
未使用氮气的产线则更容易出现批量异常
因此,在许多情况下,氮气的价值并不在于“能否生产”,而在于降低生产风险与稳定产品质量。
四、液氮供应与现场制氮:两种供气模式
当企业确定需要使用氮气后,下一个关键问题便是气源方式的选择。这将直接决定氮气是持续性的运营成本,还是长期可控的生产基础设施。
液氮供应模式

液氮模式通常具有较低的初始投入,并且能够提供稳定的高纯氮气(通常达到99.999%以上)。然而,企业在使用过程中仍需承担运输费用、储罐租赁费用以及汽化损耗等成本。
此外,液氮供应对外部供应链依赖较高。一旦供应中断,可能导致产线停产,从而带来更大的经济损失。
现场制氮模式

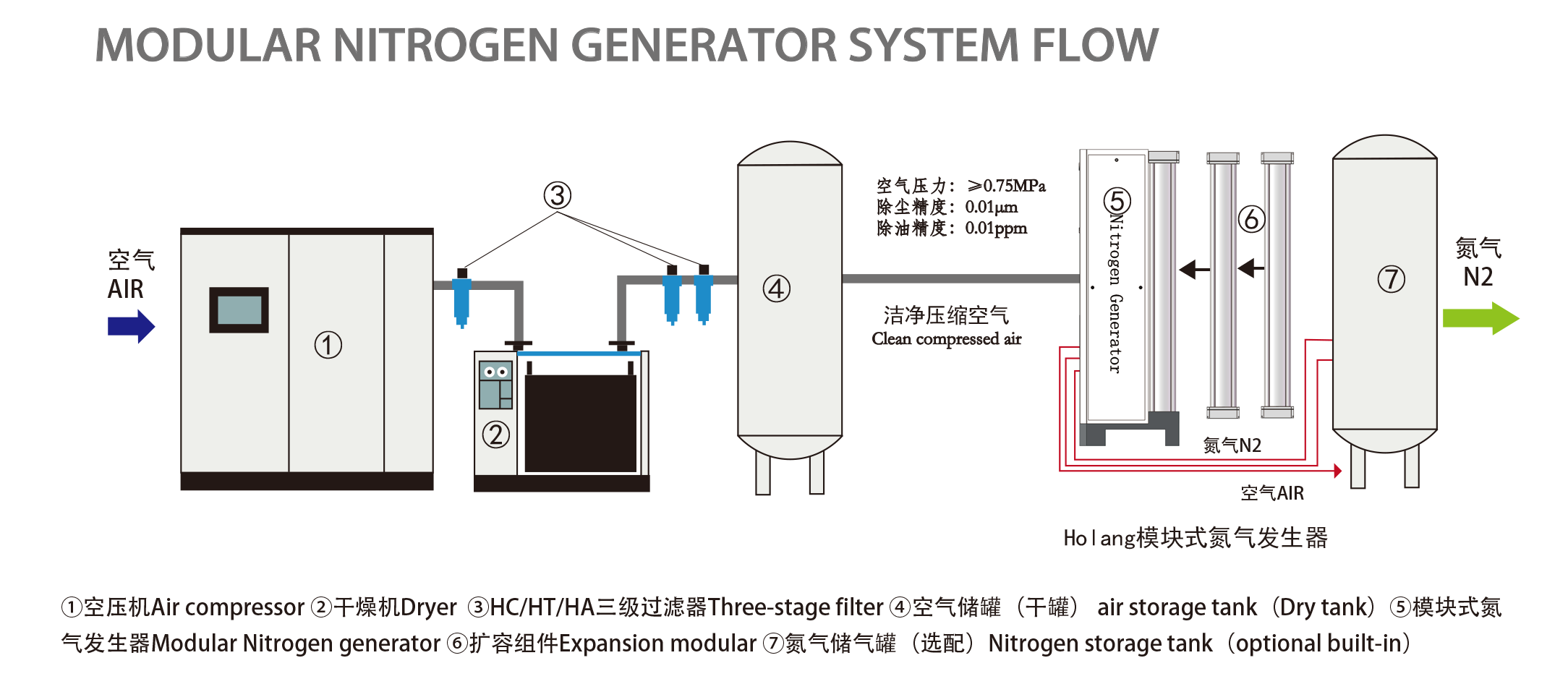
现场制氮系统采用PSA(变压吸附)技术,通过碳分子筛从压缩空气中分离氮气。系统在完成一次性设备投资后,仅需消耗少量电力即可持续产氮。
目前成熟的PSA技术已经能够稳定输出99.999%纯度的氮气(氧含量≤10ppm),在技术上已完全满足SMT行业的需求。
近年来,模块式氮气发生器逐渐成为SMT工厂的新选择。例如HOLANG NPL系列模块式氮气发生器,具有结构紧凑、噪音低以及免压力容器报检等特点,可直接安装在回流焊炉附近,实现现场供气。
五、气氛控制系统:不仅仅是气源
在SMT生产中,引入氮气不仅仅是增加气源设备,还需要建立完整的气氛控制系统。该系统通常包括氧含量监测、氮气流量控制以及自动反馈调节等功能。
一套完善的系统通常具备以下特点:
- 多点实时监测:在炉膛预热区、回流区和冷却区分别设置氧含量传感器,以实时监测炉内气氛状态。
- 按需供气:根据产线实际生产负荷自动调整氮气流量,避免恒定大流量带来的能源浪费。
- 数据可追溯:氧含量数据可接入MES系统,为工艺合规与质量追溯提供数据支持。
对于拥有2至4条SMT产线的工厂而言,模块式PSA氮气系统正在逐渐成为主流解决方案。模块化设计不仅能够提高系统稳定性,还能在未来扩产时通过增加模块实现平滑扩展。

决策建议
在确定氮气系统配置方案之前,建议企业完成以下两项基础工作:
第一,测量现状。
对回流焊炉内的实际氧含量分布进行测试,以获取真实的工艺数据。
第二,进行全生命周期成本评估。
以3至5年为周期,对液氮供应模式与现场制氮模式的总拥有成本(TCO)进行综合测算,包括能源费用、维护成本以及供应链风险。
氮气本身并不是最终目的。企业真正需要的是稳定的工艺窗口以及可控的长期运营成本。当氮气从单纯的“耗材采购”转变为“生产工艺系统”的一部分时,企业的决策逻辑也将更加清晰。
结语
在电子制造行业的发展过程中,越来越多企业开始将氮气视为一种可控的工艺参数,而不是单纯的消耗型资源。
模块式PSA氮气系统在SMT领域的应用不断增加,并不是因为它完全替代了传统供气方式,而是因为它使气氛控制成为一个可调节的生产变量。企业可以根据生产需求灵活调整氮气纯度、流量以及系统规模。
当企业再次评估氮气成本时,不妨思考一个问题:这笔支出究竟是在购买气体,还是在建设一项长期稳定的生产能力?