







在工业生产现场,设备运行的声音往往是最直观的“健康信号”。当氮气发生器在运行过程中出现噪音逐渐增大的情况,这不仅仅是操作体验的变化,更可能是系统内部出现了潜在的运行失衡。
为此,HOLANG 工程技术中心针对近年用户反馈的相关问题进行了系统性分析,并从工程角度提出了噪音诊断与治理的解决方案。
一、噪音变大,说明系统平衡被打破
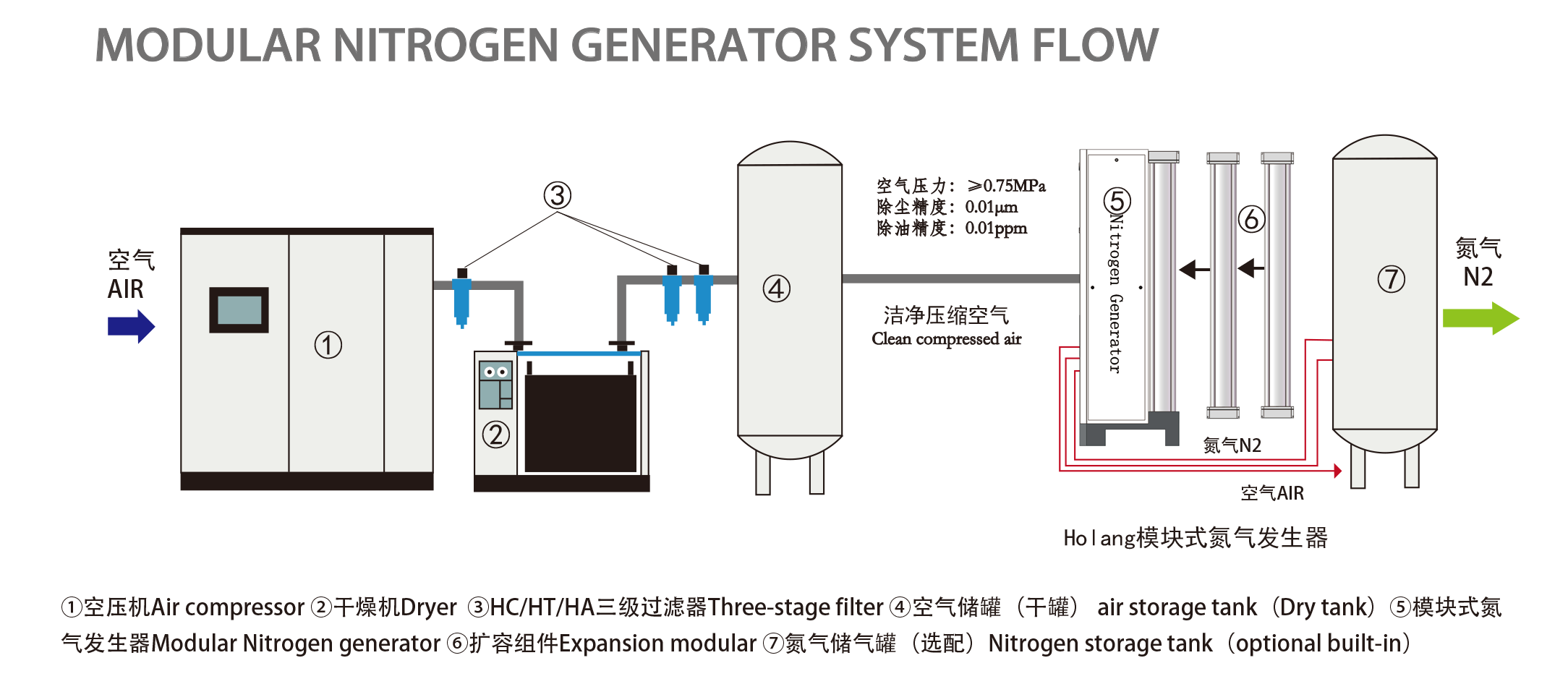
氮气发生器是一种典型的多系统耦合设备,由空压机、PSA吸附塔、阀组、冷干机及气路管线等组成。这些模块在正常状态下协同运行,系统声压保持稳定。当声压值突然升高或运行噪声变得明显时,往往意味着机械、气动或结构层面的不平衡正在发生。
HOLANG 工程团队指出:“噪音变化并非设备老化的正常现象,而是运行状态偏离标准的直接表现。它常常早于纯度波动、能耗上升等问题出现,是一种可听见的早期预警信号。”
二、三大主要噪音源与典型表现
1. 空压机系统 —— 噪音的主要来源
空压机是氮气发生器的动力核心,同时也是声能释放最集中的部位。长期运行后,主机磨损、皮带松弛、轴承干涩等因素都可能导致声压显著上升。
| 典型现象 | 可能原因 | 影响 |
|---|---|---|
| 持续低频“嗡嗡”声 | 主机负载过高、润滑不足 | 效率下降、温度升高 |
| 间歇“咔嗒”声 | 皮带松动或联轴器偏心 | 振动加剧、主轴磨损 |
| 高频“嘶嘶”声 | 吸气滤芯堵塞 | 吸气阻力上升、能耗增加 |
工程建议:
定期开展振动频谱分析、轴承温升检测与主机维护;及时更换滤芯与润滑油,防止机械摩擦导致能耗与噪音叠加;使用高效消音罩与低速螺杆压缩机,有助于源头降噪。
2. PSA吸附塔系统 —— 节奏性噪音的关键环节

PSA 吸附塔系统在吸附与再生切换时,会产生特有的周期性排气声。当“砰砰”声频繁或节奏紊乱时,通常是以下原因造成的:
-
电磁阀动作不同步或阀芯老化,导致瞬时气流冲击;
-
消音器堵塞、烧蚀,使气流排放不均;
-
塔体与排气管长度比例失衡,引发气流共振。
改进措施:
-
选用高耐温螺旋扩散型消音器,提高排气平稳性;
-
校正阀门切换时间,保证两塔切换同步;
-
在气路中加装柔性接头、支撑夹具,防止共振放大。
经结构优化与参数调整后,系统噪音可降低约 3~6 dB(A),明显改善工厂环境。
3. 冷干机与后处理部分 —— 易被忽略的次级噪声源
冷干机、风机及自动排水阀虽不属于核心制氮部件,却常在运行后期成为隐性噪声来源。
-
风机轴承磨损 会产生持续高频啸叫;
-
排水阀频繁动作 会带来“突突”声;
-
再生流量控制不当 则会引起低频震动。
定期清理散热系统、检测排水周期与风机平衡,是保持系统安静运行的重要环节。
三、如何快速判断噪音来源
在现场,经验型工程师通常通过频率特征快速判断:
| 声音类型 | 可能部位 |
|---|---|
| 低频嗡鸣 | 空压机主机或皮带 |
| 间歇爆破声 | 吸附塔切换阀或消音器 |
| 高频啸叫 | 风机或轴承 |
| 持续震动声 | 底座、支架或管路松动 |
实用技巧:
用一根螺丝刀或金属杆当“听诊棒”——贴在设备表面即可判断哪处震动最强。这种方法简单但极准,是维修工最常用的现场诊断手段。
四、降噪要靠系统思维,而不是“贴点隔音棉”
真正的降噪治理,是从声源、路径、空间、监控四个维度综合优化。
-
源头控制
-
选择低转速螺杆机型,减小机械振动;
-
优化进气过滤,减少气流噪声;
-
定期保养确保主机运行平稳。
-
-
路径阻断
-
安装防震垫、空气弹簧底座;
-
管道连接采用柔性接头,避免共振传递。
-
-
空间优化
-
设备间距≥1米,保持排风方向一致;
-
墙体加吸音板或隔声罩,减少反射与叠加。
-
-
运行监控
-
记录设备出厂时声压级作为基准;
-
每6个月复测一次;
-
若声级升高5 dB以上,应立即排查。
-
噪音数据可以成为工厂的“预诊系统”,提前暴露潜在问题。
五、噪音其实是系统健康的早期信号
在长期运维中,噪音变化往往早于纯度波动、露点上升、能耗异常等指标。经验丰富的工程师,往往能凭“听觉”判断出:
-
空压机主机是否过载;
-
阀门是否切换不同步;
-
吸附塔是否存在泄漏或堵塞。
噪音,是最廉价、最直接的监测方式。忽略它,往往意味着错过了最早的预警时机。
六、结语:听懂设备的语言
别再把“机器老了”当作噪音的理由。噪音是一种数据,只是它不是存在于仪表,而存在于空气中。一个真正成熟的设备团队,懂得通过声音判断系统状态,就像医生听诊一样精准。
HOLANG认为,稳定与安静,是氮气发生器的两项核心品质。通过模块化设计、结构防振、优化管路与高效消音技术,HOLANG氮气发生器实现了更低噪音、更高纯度、更持久稳定的运行性能,帮助电子、半导体、食品、3D打印等行业客户,打造更高质量、更安全、更高效的生产环境。