







在加工与包装行业中,气调包装技术(MAP, Modified Atmosphere Packaging)已成为延长食品保鲜周期的重要方式之一。在近期第31届 ProPak China 展会上,气调包装及相关自动化设备再次成为行业关注的重点,体现出包装技术正从“密封型包装”向“气体控制型包装”持续升级。
-mjAff4FS.jpg)
在实际应用中,例如生鲜肉类、果蔬、熟食等产品,其包装呈现出略微“鼓起”的状态,这并非简单充气,而是通过气体配比控制实现的稳定包装环境。
一、气调包装机的基本原理
气调包装机是一种通过调节包装内部气体组成,实现食品保鲜环境控制的设备。其核心逻辑并非单纯抽真空或充气,而是在封口前对包装内气体进行置换与比例调节,使产品处于低氧或特定气体环境中。

与传统真空包装相比,气调包装能够在一定程度上减少挤压变形,同时延缓氧化与微生物生长,从而延长产品货架期。
目前该类设备主要应用于:
- 生鲜肉类与切配果蔬
- 熟食与卤制品
- 咖啡与烘焙食品
- 预制菜与即食食品
这些产品对“时间变化过程中的品质稳定性”具有较高要求。
二、包装过程中气体如何参与工作
在实际运行中,氮气或混合气体通常通过外部供气系统进入气调包装设备,并参与完整包装流程。
其基本过程如下:
- 包装腔体封闭
产品进入包装工位后,设备完成腔体密封,此时内部为空气状态。 - 内部气体处理
根据工艺要求,系统可能采用抽气或直接置换方式,降低氧气含量。 - 气体置换与填充
氮气或混合气体进入包装腔体,逐步替换残余空气,使气体比例达到设定值。 - 气体控制方式
不同设备工艺可能采用:
- 一次性充气置换
- 多段脉冲式充气
- 连续充气配合节拍控制
- 封口锁定状态
达到设定气体比例后完成封口,将内部气体环境固定。
三、供气方式与系统配置选择
在实际生产中,气调包装的供气通常有三种方式:
- 钢瓶供气
- 液氮供气
- 现场制氮系统
其中,钢瓶与液氮方式在小规模或间歇使用场景中较为常见,但在连续生产或多产线运行环境下,往往会面临:
- 气源补充频繁
- 多产线供气协调复杂
- 生产波动时稳定性不足
- 管理与物流成本增加
因此,在连续化生产场景中,越来越多企业倾向采用现场制氮方式,实现供气与生产节奏的同步运行。
四、现场制氮系统在气调包装中的应用
典型气调包装供气系统结构如下:
空压系统 → 空气后处理 → 氮气发生器 → 氮气储罐 → 气调包装机
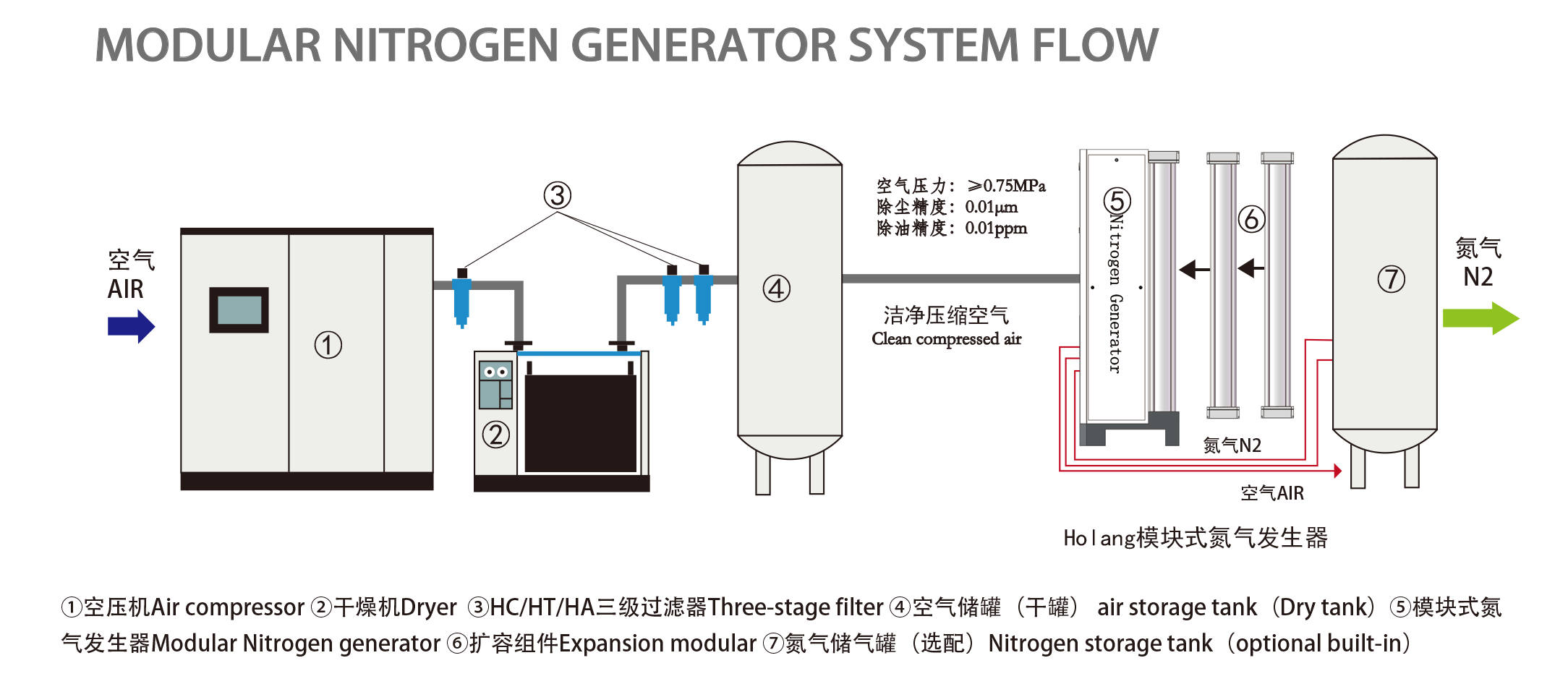
其中,氮气发生器作为核心气源设备,通过PSA变压吸附技术从空气中分离氮气,实现连续稳定供气。
以 HOLANG NPL 系列模块式氮气发生器为例,其在气调包装系统中的应用特点如下:

- 氮气纯度:95% – 99.999%(可按工艺需求配置)
- 氮气流量范围:2.2 – 198 Nm³/h(多型号覆盖)
- 工作压力:0.7 – 1.0 MPa
系统特点:
- 模块化结构,适配不同规模产线
- 连续供气能力稳定,可匹配包装节拍变化
- 可与现有空压系统集成,改造成本较低
- 适用于连续工业化生产环境
📌 总结
气调包装系统的核心不在于“是否充气”,而在于包装内部气体环境的可控性与稳定性。在实际选型过程中,应综合考虑包装工艺、用气连续性及系统供气方式,从而确定合理的整体气体解决方案。
欢迎联系 HOLANG(昊朗(苏州)能源科技有限公司),发送您的用气参数,我们将为您定制全厂供气系统匹配方案。
