







某知名坚果生产企业在连续生产中曾遇到一个困扰:同一批次原料、同一台包装设备,前后两天包装的成品却出现了一些差异——部分包装袋保持着饱满状态,而部分却有些塌陷;在后续的货架期观察中,产品风味的稳定性也有所不同。

其实,这种现象在食品加工产线中时有发生。作为中国首家模块式氮气厂家,昊朗(苏州)能源科技有限公司(简称HOLANG)在走访众多企业产线时观察到:大家都在采用充氮工艺,但最终的包装效果有时会存在波动。
这些现象提示我们,充气包装的最终效果,不仅在于“是否充了氮气”,还在于产线上的三个关键环节是否运转良好。
一、 残氧量控制:评估充氮效果的直观指标
在食品包装中,充入氮气 (Nitrogen) 的主要目的是通过置换,降低包装内的氧气浓度,从而延缓油脂氧化和风味流失。如果气体置换不够彻底,包装内残留的氧气偏高,氧化反应依然会发生。
不同的食品品类,对残氧量的要求也有所不同:
| 产品类型 | 建议残氧控制范围 | 残氧偏高时的常见表现 |
| 坚果、油炸膨化食品 | ≤ 2%–3% | 过氧化值上升,易出现哈喇味 |
| 曲奇、酥性饼干 | ≤ 1%–2% | 油脂氧化,产品色泽变暗 |
| 含油休闲零食 | ≤ 2% | 口感变差,酸价升高 |
| 咖啡、含脂粉末 | ≤ 1% | 香气受损,产生氧化异味 |

日常生产中的小盲区: 有时候,产线的残氧抽检结果显示“合格”,但置换效果可能已经出现了轻微波动。充气头的位置微调、充气时间的毫秒级误差、或是排气通道的细微变化,都可能让残氧量在合格范围内浮动(例如从 2% 升到 5%)。因此,我们通常建议,与其只关注“有没有充气”,不如多留意包装封口瞬间,内部的实际残留氧气量是否稳定。
二、 供气稳定性:包装一致性的重要基础
包装机参数调校得再精确,也需要前端气源的稳定配合。在连续生产中,氮气供应的细微波动,往往会直接反映在包装成品上:
-
纯度波动: 如果氮气纯度从 99.9% 降至 99.0%,包装内的残氧量会随之小幅上升,这可能导致同一批次产品的保质期表现不一致。
-
压力不稳: 充气时如果气压不足,置换往往不够充分,容易出现包装不够饱满或封口夹气的情况。
-
流量不足: 当车间内多台包装机同时运作时,如果供气系统在峰值时段跟不上,同一批次的包装效果就会参差不齐。
对于多班次运行、产能较高的食品产线来说,供气系统能否持续、平稳地输出纯度、压力和流量,是保障包装效果可重复性的基础。
三、 供气方式:建议与产线运行特性相匹配
目前,食品企业常用的供气方式主要有钢瓶、液氮和现场制氮 (On-site Nitrogen Generation)。每种方式都有其适合的场景,如果在选型时能综合考虑产线的实际运行节奏,后续的生产管理会顺畅很多。
| 供气方式 | 适用场景 | 选型建议与考量 |
| 钢瓶气 | 用气量较小、单班生产 | 用量增大后换瓶频率会上升,需关注人工搬运成本及压力波动的可能。 |
| 液氮 | 用量中等、纯度要求极高 | 储罐需要一定的占地面积,且补充周期较为固定。 |
| 现场制氮 | 多班次连续生产、用气量大 | 初期有设备投入,但由于单方气成本较低,长期来看具有一定的经济效益。 |
评估供气方式时,您可以参考以下三个方面:
-
日均用气量大致多少? 低于 50 Nm³/天,钢瓶或液氮在经济上通常更灵活;高于 200 Nm³/天,现场制氮的长期成本优势会逐步显现。
-
是否为连续多班次生产? 若每天换瓶超过 2-3 次,可以适当考量换气停线带来的隐性成本。
-
未来 1-2 年是否有扩产计划? 如果计划增加包装线,建议提前关注供气系统的“可扩展性”,为未来预留空间。
四、 连续生产场景的供气新选择:模块化制氮
针对多班次连续生产、用气集中且未来有扩产规划的食品企业,为了更好地平衡稳定性与灵活性,越来越多的企业开始关注新型的现场制氮设备。
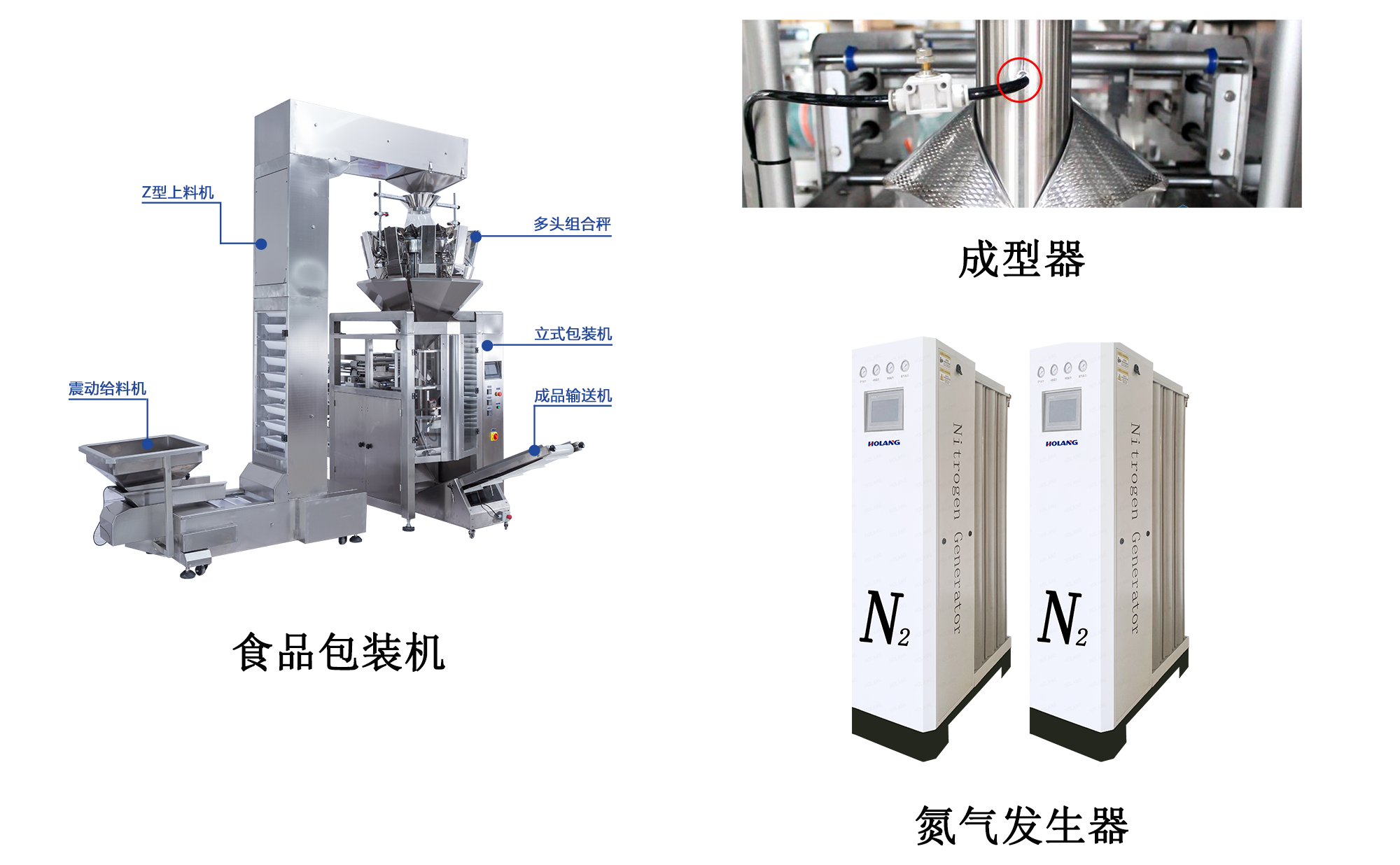
HOLANG 针对这类连续生产工况,设计了 NPL 系列模块式氮气发生器 (Modular Nitrogen Generator),希望能为食品企业提供更省心的供气体验:
-
灵活的模块化 (Modular) 设计:允许企业根据当前实际需求精准选型,多组模块并联运行,在进行日常维保时,系统依然能维持一定比例的连续供气,极大降低了单机故障导致全线停产的风险。
-
稳定可靠的管路设计: 设备采用了德国 WALFORM 管路工艺,代替了传统的焊接方式,能更好地应对长期运行中的微振动,降低漏气风险,从而保障氮气压力与纯度的持久稳定。
-
免除报检烦恼: 考虑到企业的合规便利性,HOLANG 的模块化设备在设计上不属于压力容器,因此无需走繁琐的特种设备报检流程,安装后即可投入使用。
-
连续稳定供气: 接入压缩空气与电源即可自动产气,系统会自动维持所需的纯度和压力,非常适合多班次、无人值守的生产环境。

总结
充气包装是一个系统的工艺过程。落实好残氧可控、供气稳定、方式匹配这三个环节,能帮助我们在日常生产中更好地达成预期的保鲜与包装效果。
如果您在产线运行中偶尔遇到残氧控制不稳定、供气压力波动,或者正在为新产线评估更合适的供气方案,欢迎随时与我们交流。
获取您的专属供气建议

欢迎访问官网:www.holangchina.com
HOLANG 技术团队很乐意根据您的实际用气量、班次安排及未来的发展计划,为您提供客观的工况分析与设备选型参考。